发布日期:2013-08-01 作者:哈申 来源:www.shhashen.com
一代大师、钻头大王倪志福师傅从工人到党和国家领导人,走完了他光辉灿烂的一生,留给我们无限的回忆与怀念。
为怀念倪志福大师,利用我们公司的网页介绍倪志福钻头的创造、发展过程,并运用切削原理的知识分析倪志福钻头的创新点,供当代金切工作者能较深入了解倪志福钻头创新原理,从而得到启发与应用。
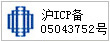
1953年倪志福在北京永定机械厂钻高锰钢时遇到困难,年轻的倪师傅没有框框,把钻头两个直线刀刃磨出了内凹圆弧刃,又修短了横刃,解决钻高锰钢的问题。创新来自于实践,如图1所示,把普通麻花钻改成了三尖七刃的53型倪志福钻头,后来又不断发展为56型,58型,64型、67型。但怎样变化都离不开磨出的两个内凹圆弧刃,只是具体参数有些变动而以。
1966年倪志福提出用“群钻”来命名倪志福钻头,因为他说“群钻是群众智慧的结晶”。在倪志福领导下北京永定机械厂建立群钻研究小组,系统的做了科学实验,对每一个角度、参数都通过钻孔、测力、量角度等试验,找出最佳值;同时吸取了全国各地推广的经验,最终确定了了67型群钻的参数。
所以“群钻”实际上是指磨出倪志福内凹圆弧刃为特征的高效先进修磨钻型。
“群钻”的创新点可归纳为两方面:1)打破了一百多年来麻花钻118°直线刃的传统,磨出内凹圆弧刃;2)独创的横刃的修磨方法,最佳的处理好钻尖锋利与强固的矛盾。
内凹圆弧刃是从实践中诞生,后来从理论上的研究分析才知道,它给钻头带来一系列的优点。
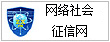
1)如图2所示,圆弧刃BC切出的切削表面形成了一个凸圆弧形状的环形筋,卡在左右的圆弧刃凹槽中,限制了钻头旋转时的晃动,增加了定心导向作用。由于圆弧刃减少了钻头晃动,就提高钻孔的尺寸精度、同时提高了钻孔的直线度精度、同时防止了棱边非正常磨损,有效的提高了耐用度。按此原理,磨出较大的内凹圆弧刃的钻头可用于毛坯扩孔,或借助钻套导向就能直接钻半圆孔。
2)圆弧刃形成了自然的分屑点,钻塑性材料时,保证了切屑的分段与断屑。切屑排除的顺畅,有利于切削液流到切削区域,减少热磨损,提高了耐用度。
切屑的流动方向有个自然趋势,就是垂直于切削刃。观察图2中AB刃各点流屑方向为W1、… W6,流速逐渐递减。分界点B处,偏向AB刃一边,流屑方向是W6, 偏向BC刃一边,流屑方向是R1。因此B点为自然分屑断点。BC刃上各点流出方向不同,均为圆弧刃的法向,即R1、… R5,切屑呈扇面形,卷曲过程中被展开成块状屑。
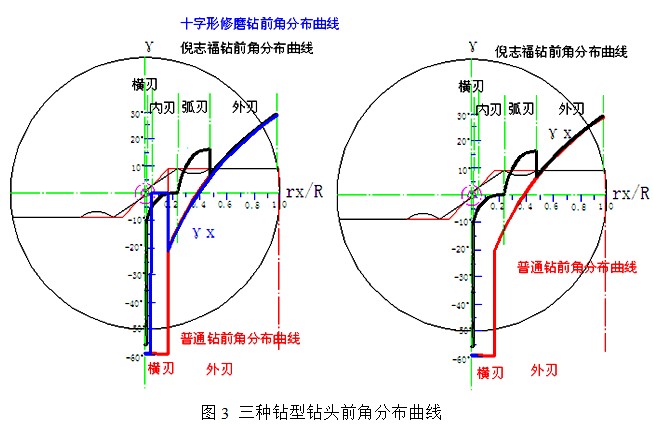
3)圆弧刃有效的增大了钻头的前角,降低切削力,减少发热,提高钻头耐用度。观察图2中B点的R1流屑方向,此处的刀刃内凹,主偏角已大于90°了,按前角计算公式计算,该处切屑流出方向实际前角约比直线刃的前角大了15°左右。为了对比,我画出了普通麻花钻、群钻、十字形修磨的双后角钻的前角分布曲线,如图3所示。曲线显示出刀刃处在不同半径点的前角数值,比较红、黑、兰三种颜色曲线可知,群钻从圆弧刃到钻心部分的前角比普通麻花钻、十字形修磨钻均要大出十几度。
钻头横刃的修磨方法可归纳为两类, 如图4所示:
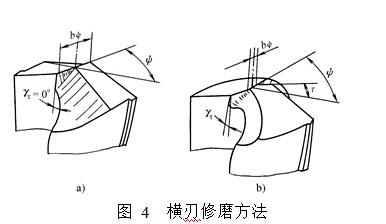
a) 十字形修磨(国际上流行的方法):把钻头横刃一半前面沿斜角方向磨出0°前角的小平面,另一半前面也磨出0°前角的小平面,沿钻头轴线观察就呈十字形。这种方法用夹具定位,控制简单,能显著降低轴向阻力。但钻尖强度不是很高,打钢件时横刃容屑空间不足,易崩口。并且要求砂轮圆角修整得较尖才能磨好。
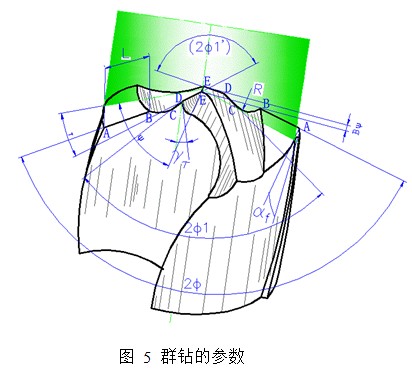
b)内直刃形修磨(倪志福钻头创新方法):将麻花钻螺旋槽两边近中心1/3直径刀刃(前角小于0°部分)和横刃的一部分磨成内直刃,既缩短横刃的长度,又增大钻心处前角,同时加大钻尖处容屑空间,保持了钻尖的较好强度。内直刃形修磨法对磨砂轮圆角无严格要求。合理的控制图5所示的内刃锋角2φ1’、内刃斜角τ、内刃前角γτ、横刃长bψ,就可实现钻尖有足够强度、最锋利的钻尖。
倪志福钻头手工修磨横刃操做,要求深刻理解、能够目测钻尖的修磨参数并有一定熟练程度。机械刃磨时,要求控制砂轮圆角半径,并调整好定位与运动轨迹,最终还要通过测量、再调整才能控制好bψ、τ、γτ参数。
图5 画出了群钻的几何参数: 三尖(B、B、E)七刃(左右外刃AB、左右圆弧刃BC、左右内刃 DE、横刃EE) 外刃AB 及后刀面的控制参数:锋角2φ、后角αf ; 圆弧刃BC及后刀面的控制参数:刃长L、半径R、后角αr ; 内刃DE及前刀面的控制参数:内刃锋角2φ1’ 、内刃斜角τ、内刃前角γτ; 横刃EE控制参数:横刃长Bψ、横刃斜角ψ。
21世纪以后,群钻已走向机械化、专业化生产阶段。上海哈申工具有限公司自2005年以来就一直销售群钻系列直柄钻头,得到广大用户的使用与赞赏。